
Osnovi tehnike zavarivanja
Zavarivanje je spajanje metala istog ili istovrsnog sastava pod dejstvom toplote sa ili bez dodavanja istog ili istovrsnog metala. Pomoću zavarivanja delovi se nerazdvojivo međusobno vezuju tako da nastaje jedinstvena celina. Dobro zavarivanje pretpostavlja intimni spoj, koji se postiže samo onda ako se na mestu zavarivanja rastapa i osnovni materijal (zona uvara).
Elektrolučno zavarivanje
Za čelične konstrukcije dolazi u prvoj liniji u obzir elektrolučno zavarivanje kod koga se dobija potrebna toplota električnim plamenim lukom. Plameni luk se stvara između osnovnog komada i tzv. elektrode, koja se pri tome topi i daje dodatni materijal. Pravilan izbor dodatnog materijala (elektrode) od najvećeg je uticaja na osobine zavarene veze. Elektrode se biraju prema karakterističnim jačinama osnovnog materijala koji se zavaruje. Izbor elektroda, utvrđivanje uslova zavarivanja pretpostavlja stručno znanje zbog čega je stvorena institucija naročito obrazovanih “inženjera specijalista za tehniku zavarivanja”, čiji je zadatak da pored ostalog nadziru radove na zavarivanju i da ravnomerno ponavljaju atestacije zavarivača.
Gasno zavarivanje i sečenje
Pri gasnom zavarivanju proizvodi se potrebna toplota sagorevanjem gasa, tako da osnovni i dodatni materijal dolaze do topljenja. Važnije je sečenje. Plamenik za sečenje ima pored toplotne cevi, koja radi kao i pri zavarivanju, još jednu cev za sečenje za kiseonik. Toplim plamenom zagrejani čelik se progoreva i produvava se strujom kiseonika. Sečenje daje glatke i precizne površine koje su dovoljne za mnoge ciljeve čeličnih konstrukcija bez dalje obrade.
Zavarljivost
Za ocenu zavarenih spojeva treba voditi računa da se prilikom procesa zavarivanja može znatno promeniti sastav dodatnog, kao i osnovnog materijala. Veliki značaj ima i promena strukture – između rastopljenog šava i nepromenjenog osnovnog materijala ima, već prema stepenu toplotnog dejstva, zona razne strukture i prema tome raznih osobina. Uz šav se nalazi oblast u kojoj se topio osnovni materijal (zona uvara) i u kojoj se vrši spajanje između zone zavarivanja i osnovnog materijala. Okolna zona materijala je isto tako još jako zagrevana, iako tu nije više dostignuta tačka topljenja. U ovoj zoni pregrejavanja javljaju se velike promene strukture, tako da je ona često presudna za osobine celog zavarenog spoja.
Ispucalost šava podrazumeva pojavu naprslina u šavu, koje nastaju neposredno posle zavarivanja još pri visokoj temperaturi ili možda tek pri hlađenju u oblasti plavog usijanja (na oko 300oC). Ispucalost je u visokoj meri osobina elektroda, ona se javlja gotovo samo kod omotanih elektroda, kakve su upravo važne za čelične konstrukcije. Za pojavu naprslina potrebno je da su ostvarena dva uslova, naime visoki naponi usled procesa zavarivanja ili drugih spoljnih uzorka, kao i povećanje krutosti materijala.
Sem metalurških promena u sastavu i strukturi materijala važni su i fizički procesi, koji su u vezi sa velikim količinama toplote, koje se pri zavarivanju dovode materijalu i pri tome dostignutim visokim temperaturama. Zagrevanje se ne vrši ravnomerno, već samo u usko ograničenim oblastima. Sa zagrevanjem vezana toplotna dilatacija sprečena je unutrašnjim naprezanjem zagrejane zone nezagrejanim materijalom. Uz to dolazi i spoljno naprezanje, jer se delovi pri zavarivanju moraju čvrsto stegnuti, stoga se pri zagrevanju javljaju plastična sabijanja. Prilikom hlađenja skuplja se šav i njegova okolina najjače (skupljanje). Pri hlađenju moraju zbog sprečenog istezanja da se jave prinudni naponi (naponi od skupljanja). Prethodnim zagrevanjem delova koji se zavaruju na 200 oC do 300 oC može se hlađenje znatno usporiti. Zbog smanjenja dejstva kaljenja dobija se bolje obrazovanje strukture, otvrdnjavanje ostaje manje.
Ispitivanje materijala i zavarenih radova
Opšte: Pošto kvalitet zavarenih radova zavisi od niza okolnosti, a ne na kraju i od veštine i pouzdanosti stručnog radnika, potrebno je tačno nadziranje i ispitivanje svih zavarivačkih radova. Od ispitivanja se navode ona za utvrđivanje sposobnosti zavarivanja materijala i elektroda, upoređenje uslova za zavarivanje i postupaka varenja za jedan dati slučaj, ispitivanja uzoraka itd.
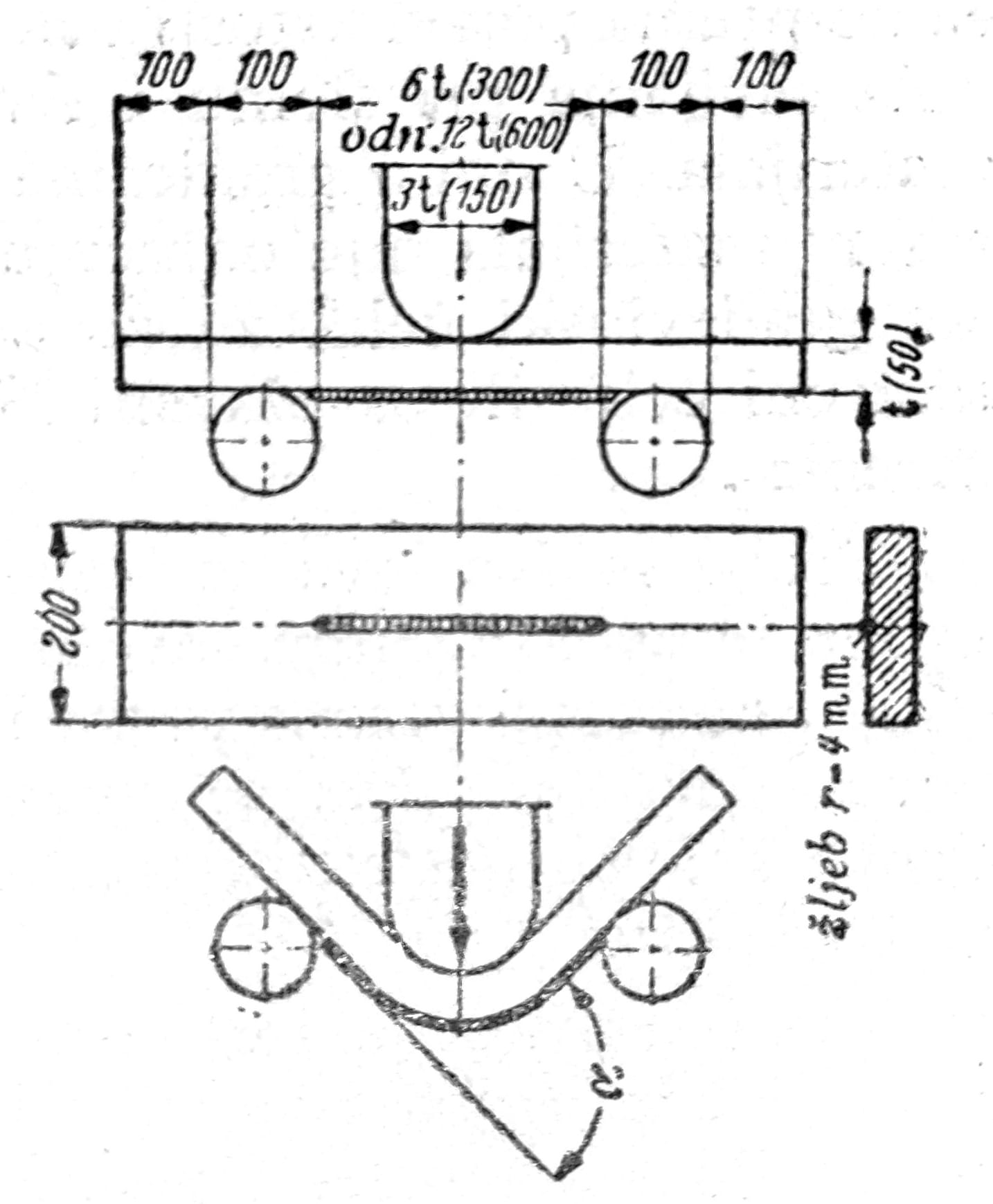
Sl. 1 - Proba na savijanje zavarenog šava
Proba na savijanje zavarenog šava: To je proba na savijanje jedne proste grede pravougaonog preseka (sl. 1), na kojoj je polukružno obrađen podužni žljeb u zategnutom vlaknu ponovo zavaren jednim slojem i to na sobnoj temperaturi. Šav prouzrokuje jako smanjenje deformabilnosti, tako da se probe često lome sasvim krto i iznenadno. Ugao savijanja je kod tankih ploča veći, on opada sa debljinom ploče.
Žilavost pri zarezu: Kod probe na savijanje šava većinom se javljaju naprsline najpre u šavu, tako da nastupa krt lom. Osnovni materijal mora biti u stanju da prihvati opterećenje koje se javlja naglo pri krtom prskanju šava. Treba zahtevati da se naprslina u zoni zavara ne širi brzo i kroz osnovni materijal, nego da naprslina sme da napreduje samo polako. Osnovni materijal mora biti dovoljno žilav da prihvati ovo iznenadno opterećenje i to mora ova sposobnost da ostane u dovoljnoj meri i pri niskim temperaturama. Žilavost pri zarezu kao i druge mehaničke osobine u velikoj meri zavise od temperature na kojoj se vrši proba. Pri niskim temperaturama, npr. ispod 0 oC može ona da spadne na deo vrednosti pri 20 oC. Položaj ovog naglog opadanja je važan za ocenu nekog materijala. Za zavarene čelične konstrukcije danas se zahteva materijal dobre postojanosti pri starenju, tj. visoka jačina sa zarezom pri udaru na hladno razvlačenim probama.
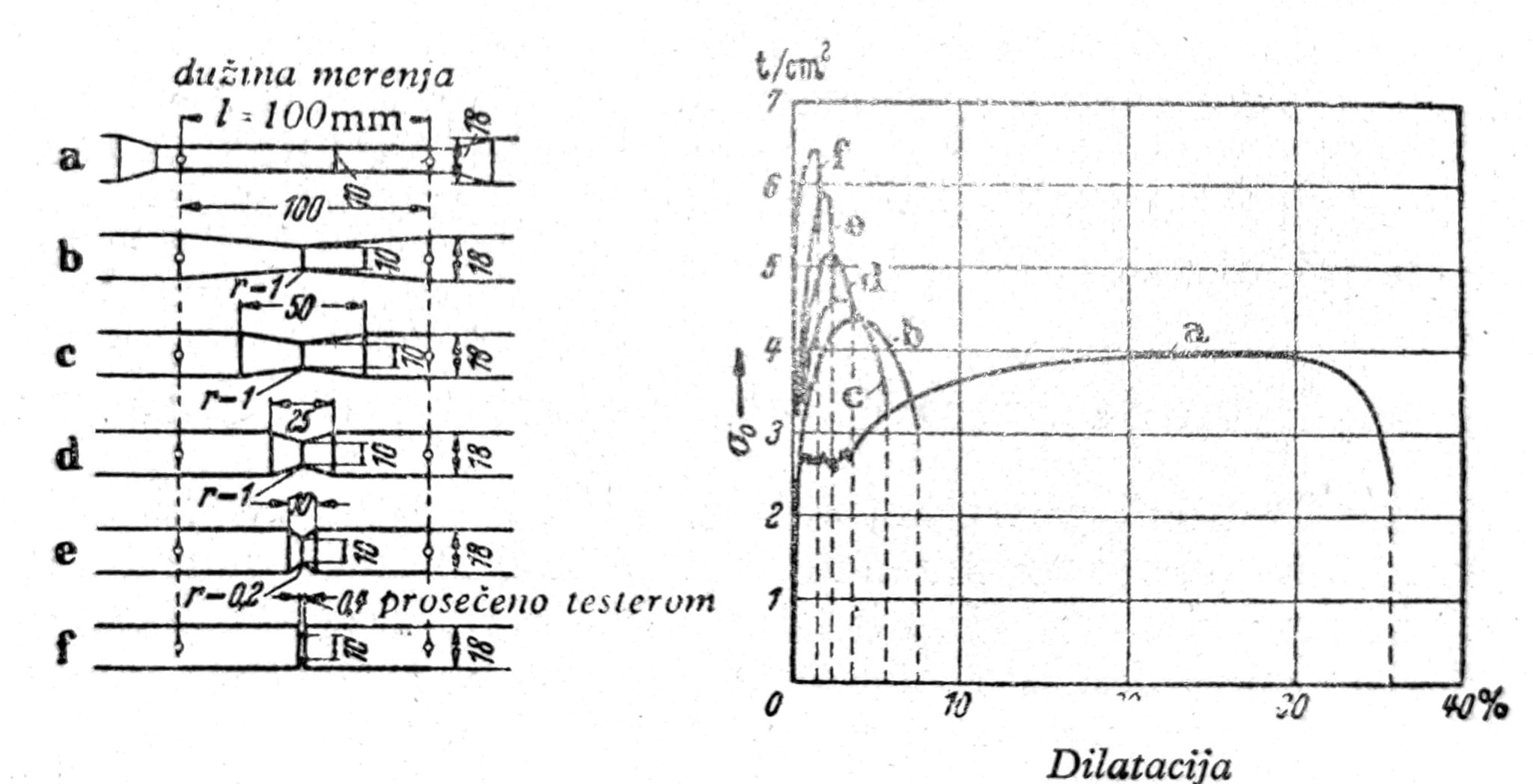
Sl. 2 - Deformacija kod naponskih stanja zareza
Tvrdoća: Veliki značaj imaju pojave tvrdoće u zoni zavarivanja. Važno je poznavanje porasta tvrdoće, jer dilatacija pri lomu brzo opada sa povećanjem tvrdoće (sl. 3), dok se jačina na zatezanje σB penje skoro proporcionalno Brinell-ovoj tvrdoći HB. Za građevinske čelike je približno σB = 0,36*HB. Jedan primer tvrdoće glavnog ugaonog šava I-nosača prikazan je na sl. 4. U prelaznoj zoni postoje na vrlo malim rastojanjima velike razlike u tvrdoći. Tok tvrdoće zavisi od obrazovane strukture. σ-ε-l linija se slično menja tvrdoćom kao i naponskim stanjem zareza (sl. 2).
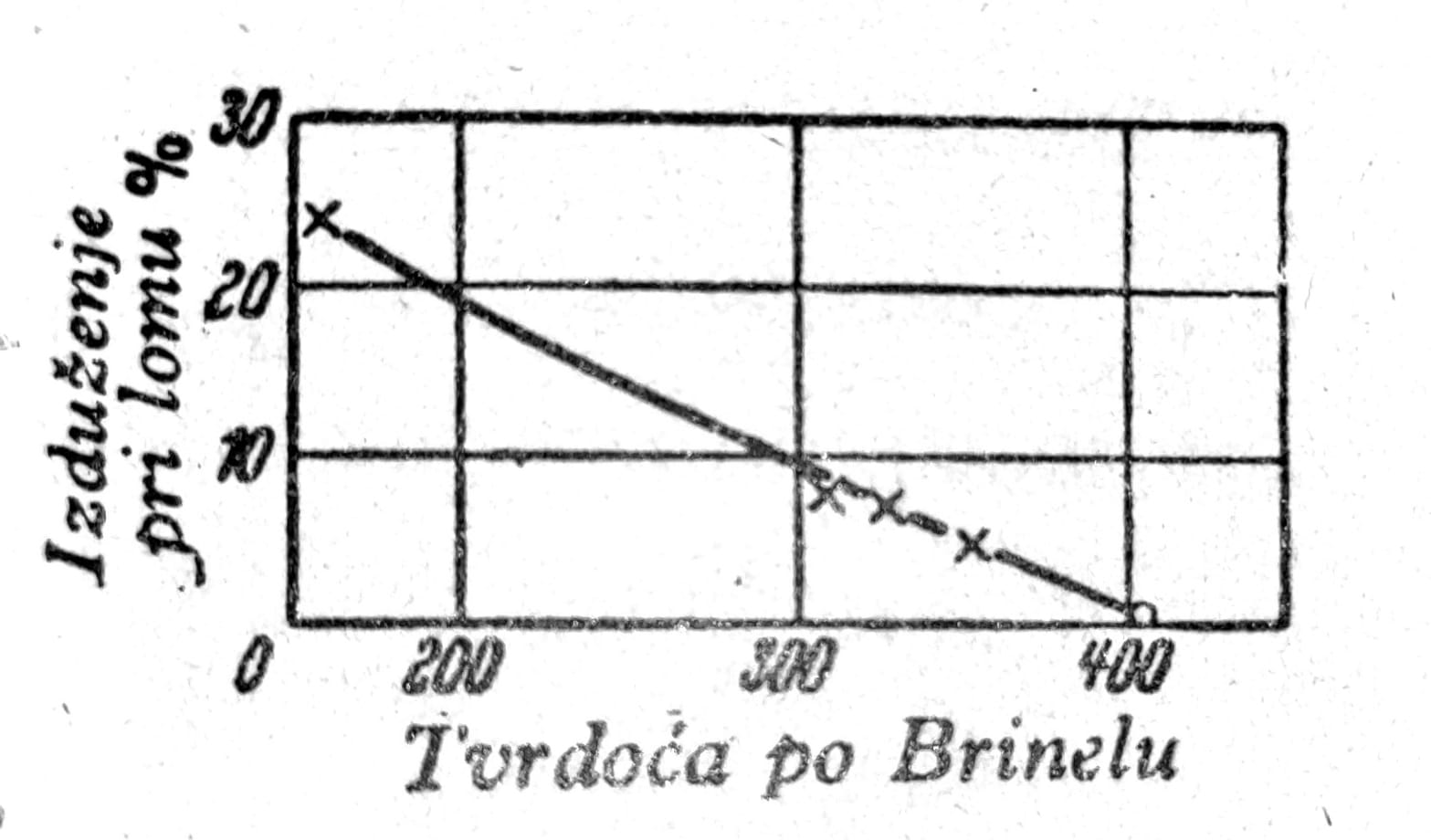
Sl. 3 - Brinell-ova tvrdoća i izduženje
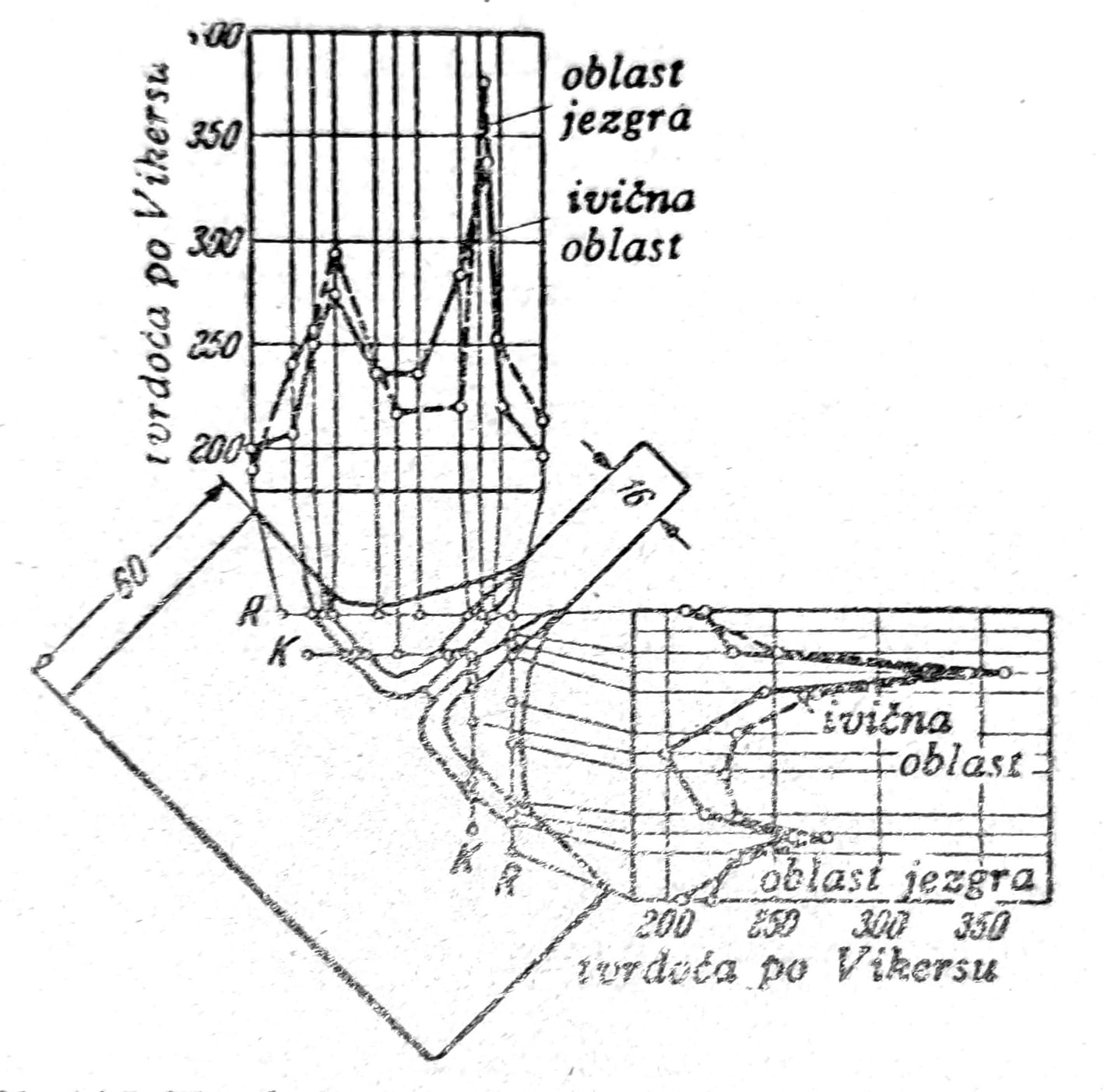
Sl. 4 - Tvrdoće u zoni šava u vratu jednog zavarenog I-nosača
Ispitivanje bez razaranja gotovih zavarenih spojeva
Prozračivanje – Pri prozračivanju malih debljina, može se rendgenska slika učiniti vidljivom na jednom ekranu. Umesto rendgenskih zrakova mogu se koristiti gama zraci radioaktivnih materijala. Rendgenska slika dozvoljava da se zaključuje o kvalitetu šava. Uključine šljake ili pore, kao i greške u vezivanju i naprsline, mogu se tako ustanoviti i u datom slučaju ukloniti.
Magnetno prostrujavanje – Izaziva se magnetno polje u onom delu čelika koji se ispituju i tada se naneti opiljci raspoređuju prema polju. Iz eventualnih nepravilnosti u magnetnom polju mogu se otkriti naprsline. Postupak je efikasan naročito za pronalaženje površinskih naprslina, ali srazmerno neosetljiv prema uključinama šljake i porama, kao i prema naprslinama koje su u unutrašnjosti debljih ploča.
Ispitivanje ultrazvukom – Ultrakratki zvučni talasi reflektuju se ne samo na graničnim površinama, nego i na razdelnim površinama u unutrašnjosti kao npr. na naprslinama ili udvajanjima.


