
Za nanošenje boja i lakova prskanjem primenjuje se vazduh pod pritiskom, koji stvara kompresorska stanica, koja se sastoji od kompresora i resivera.
Pritisnuti vazduh iz resivera dolazi u separator ulja (sl. 1) gde se on čisti od vodene pare i uljanih kapljica koje su pomešane sa njim u cilindrima kompresora. Iz separatora ulja, pod pritiskom 2,5 do 3 atm. prečišćeni vazduh dolazi u pištolj-prskalicu (sl. 2) i rezervoar za potiskivanje boja sa pritiskom od 0,1 do 1,5 atm. (sl. 2) prema stepenu gustine boje ili laka.
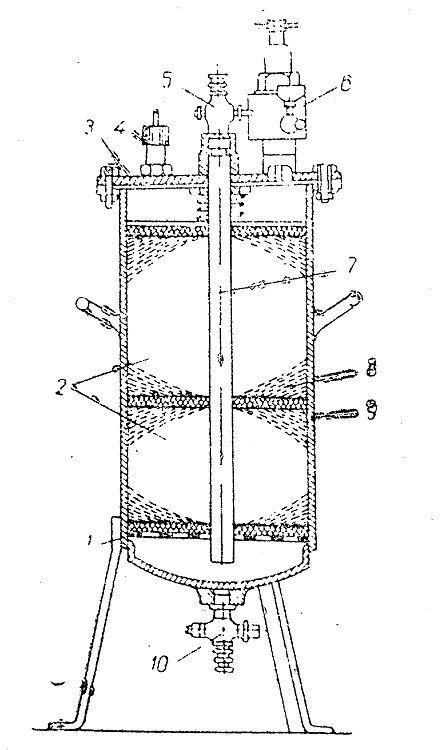
Slika 1: Podužni presek separatora ulja

Slika 2: Pištolj prskalica

Slika 3: Rezervoar za potiskivanje boja
Oblik mlaza kapljica ili laka zavisi od promene položaja raspršivača na glavi prskalice. Horizontalni položaj raspršivača sužava mlaz kapljica u vertikalnoj ravni (sl. 4, a). Kosi (dijagonalni) položaj raspršivača daje okrugli mlaz kapljice (sl. 4, b). Kad je položaj raspršivača vertikalan, obrazuje se uzani mlaz kao na sl. 4, c. Izbor oblika mlaza kapljica zavisi od konstrukcije proizvoda. Prilikom nanošenja boja ili lakova na velike površine primenjuje se spljošten oblik mlaza, a na rešetkast konusan.

Slika 4: Položaj raspšivača na glavi prskalice i odgovarajući snopovi prskanja
Bojenje i lakovanje prskanjem vrši se u specijalnim komorama ili kabinama (sl. 5) koje se sastoje od polukružnog ogradnog zida, obrtnog postolja, na koje se postavlja proizvod ili elemenat, hvatača boja ili lakova i ventilacionog uređaja. U slučaju masovnog bojenja proizvoda prskanjem izrađuje se konvejerska traka, koja se sastoji od niza kabina ili komora pulzirajućih ili neprekidnih transportnih sredstava, zagrevnih uređaja u obliku rebrastih cevi, postavljenih u prostorima između kabina i po konvejerskoj traci, koje služe za zagrevanje vazduha.

Slika 5: Kabina za bojanje manjih proizvoda prskanjem
Za nanošenje kita upotrebljavaju se čelične ili drvene špahtle (sl. 6).

Slika 6: Špahtle
U većini slučajeva boje i lakovi nanose se četkama (sl. 7).

Slika 7: Farbarske četke
Tehnološki proces obrade stolarskog proizvoda određen je njegovom namenom, uslovima njegove eksploatacije, kvalitetom drveta od kojeg je izrađen i farbarskim materijalom koji će se za njegovu obradu primeniti. Na slici 8 predstavljena je struktura premaza nitrobojom. Poznato je da nitro boje obrazuju neprovidne premaze. Isto tako neprovidne premaze obrazuju i uljane boje i emajl, prema tome navedena struktura je za njih tipična.
Pri obradi uljanim i špiritusnim lakovima, nitrolakovima i politurama lokalno špahtlovanje špahtlovanje cele površine nije potrebno, a može se izostaviti i politiranje i lakovanje završnim lakom.

Slika 8: Struktura premaza bojom


